内螺纹切削的加工特点
BSPT(Rc)螺纹如何攻丝
在整个英制管螺纹体系中容易使我们产生困惑的主要有两点,一是不同管螺纹如BSP、BSPT、BSPP、Rc、PT、G之间的区分及选用,二是英制锥管螺纹的加工。关于前者博客中已有具体介绍,此文主要介绍关于后者-Rc螺纹的攻丝。
关于Rc螺纹的攻丝方法常见的有不使用锥度铰刀和使用锥度铰刀两种,而我们的困惑常在于对具体规格各参数如攻丝底孔尺寸大小、螺纹深度等的不了解。现将其分列如下,以便按需查询。
- 不使用锥度铰刀
常用丝锥规格表 / 攻丝底孔对照表 (国标 & 英制)
关于攻丝底孔尺寸的确定博客中曾多有介绍,既包括具体的底孔直径手动计算方法,又有攻丝底孔自动在线计算程序。
尽管如此,仍感觉有些不足。
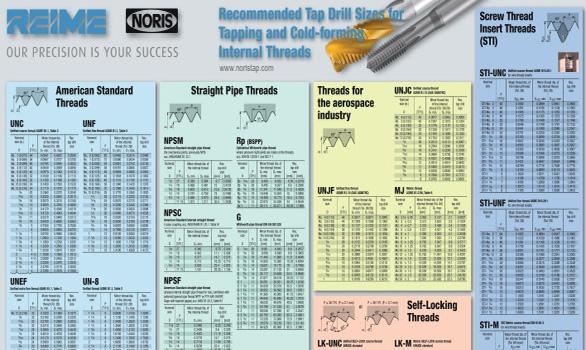
现提供NORIS常用攻丝底孔对照表一份,包含切削丝锥和挤压丝锥两种,方便有需要的朋友随时查看。
当然,亦可当做常用丝锥规格表使用。因为是高清PDF格式,如有必要也可打印挂墙。
点此直达免费下载 → (为了更好的沟通和交流,接下来烦请务必认真阅读)
关于挤压丝锥的几点补充

从一个零件看中美技术人员工艺设计的不同

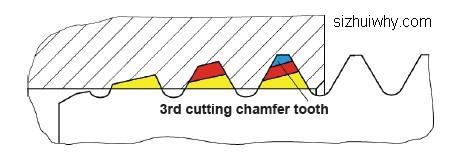
如图,是美国转让给中国的某产品中的一个零件形状草图,材料是Φ66的硬铝棒料,机加工艺分三道工序加工:一序,六轴自动车,内外螺纹只加工底孔与外径,圆弧锥头部粗加工,其余尺寸加工合格;二序,螺纹铣,两个内螺纹,一个外螺纹;三序,六角车靠模板车弧锥体及小头。
设计依据是,要有月产两万件成品能力,此零件不能低于22000件。